



All reports
-
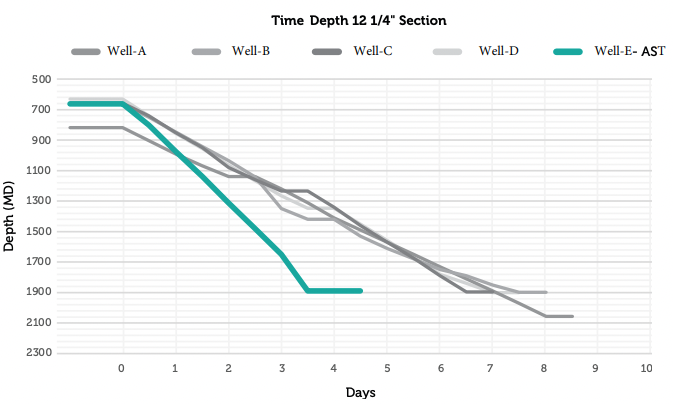
Double ROP and Footage with PDMin Southeast Turkey
Çalık Petrol had been struggling with low drilling efficiency, toolface control and bit wear in Southeast…
-

Double Efficiency in Carbonate Laterals
Drillers often praise the AST for making their job easy long before the engineers have calculated…
-
Bright Future for Deep Drilling
Objective The PDC cutters rely on an accurate force-feed to deliver their unique capacity for efficiency…
-

Improvements in different formations
Midland Basin (Spraberry and Wolfcamp) Objective The Tomax Anti Stick-Slip Tool (AST) reduces motor wear from…
-

Improved Performance With PDM
Southern Midland Basin Objective The Tomax Anti Stick-Slip Tool (AST) reduces motor wear from stalls. That…
-

US Operator Presents AST Performance
Normally it is Tomax that makes presentations about field statistics and performance to operators. This time…
-

Qualification for Giant ERD Oilfield
Zadco UAE (Upper Zakum Development Company), with majority shareholder ADNOC, needed to expand ERD capabilities beyond…
-

Ivar Aasen
First case report with practically full AST implementation The Aker BP drilling team had an ambitious…
-

Drilling basement rock
New, counterforce assisted XC-AST Reveal Hard Rock Potential with PDC Bits Objective The cost of hard…
-

Proving a New Hypothesis
Drilling hard carbonates is often a costly affair with slow ROP and equipment damage. At the…






